ER
Collets for a Sherline Lathe
ER
style collet holders for a Sherline lathe
If
you are working with round metal stock on a lathe then collets are useful, if
you are working with round stock that is soft, such as wood, collets are an
imperative. The former is because
collets hold stock far more securely than the jaws of a chuck do. The latter is because softer material gets
dented by the chuck jaws and can almost never be held true or, if taken out and
reinserted, will never be in the same angle.
Sherline sells a collet holder and
collets
for use on its lathe. The collets Sherline sells are WW style collets, a type often used by
jewelers. See figure 1 to see this type of collet.

Figure 1: Sherline WW collets
I
have two issues with this type of collet as used on the Sherline
lathe. First: the collets are for small
stock only. The Sherline design has the body of the
collet inside the headstock. Since the
hole though the headstock where the collet and its holder have to fit is less
then 1/2” in diameter the collets are severely limited in size. Sherline says that
the largest stock that can fit through one of these collets and the headstock
is 3/16” and the largest collet they sell is 5/16”. Second: this style of
collet only grips the stock at the tip of the collet which does not provide for
much gripping surface.
ER
collets have a very different construction.
See figure 2.

Figure 2: ER Collet
The
pattern of cuts means that an ER collet grips the stock along its entire length
providing a far stronger grip than the WW collets do. ER collets come in a bunch of standard sizes:
ER8, ER11, ER16, ER20, ER25, ER32, ER40 and ER50. The number represents the wide part of the
collet in mm. Within each size, the
individual collets come in different sizes.
The minimum size for most forms is 1/16” and the maximum size is
determined by the diameter of the collets in that form. Thus, the maximum standard sizes for the
forms are: ER8 – 3/16”, ER11 - 5/16”, ER16 - 3/8”, ER20 – 1/2”, ER25 5/8”, ER
32 – 7/8”, ER40 – 1 1/8”, and ER50 – 1 5/16”.
Sets
of ER collets range greatly in price but very good quality sets can be found
for very reasonable prices. For example,
I found a set of ER16
collets
from 1/8” to 23/64ths” by 64ths for only $79.
I
decided that I wanted to be able to use ER collets on my Sherline
lathe so went about figuring out how to do that.
ER
8 and ER11
For
the smaller ER collets I found that some manufactures make ER8 holders and ER11 holders mounted on the
WW collet stems that Sherline supports. See figure 3.
The ones I found have 3/16 holes through them so can be used with long
stock, if the stock is that small.

Figure 3: ER 8 and ER11 collet holders on WW collet
stems
Figure
4 shows one of these ER8 holders mounted in a Sherline
lathe.
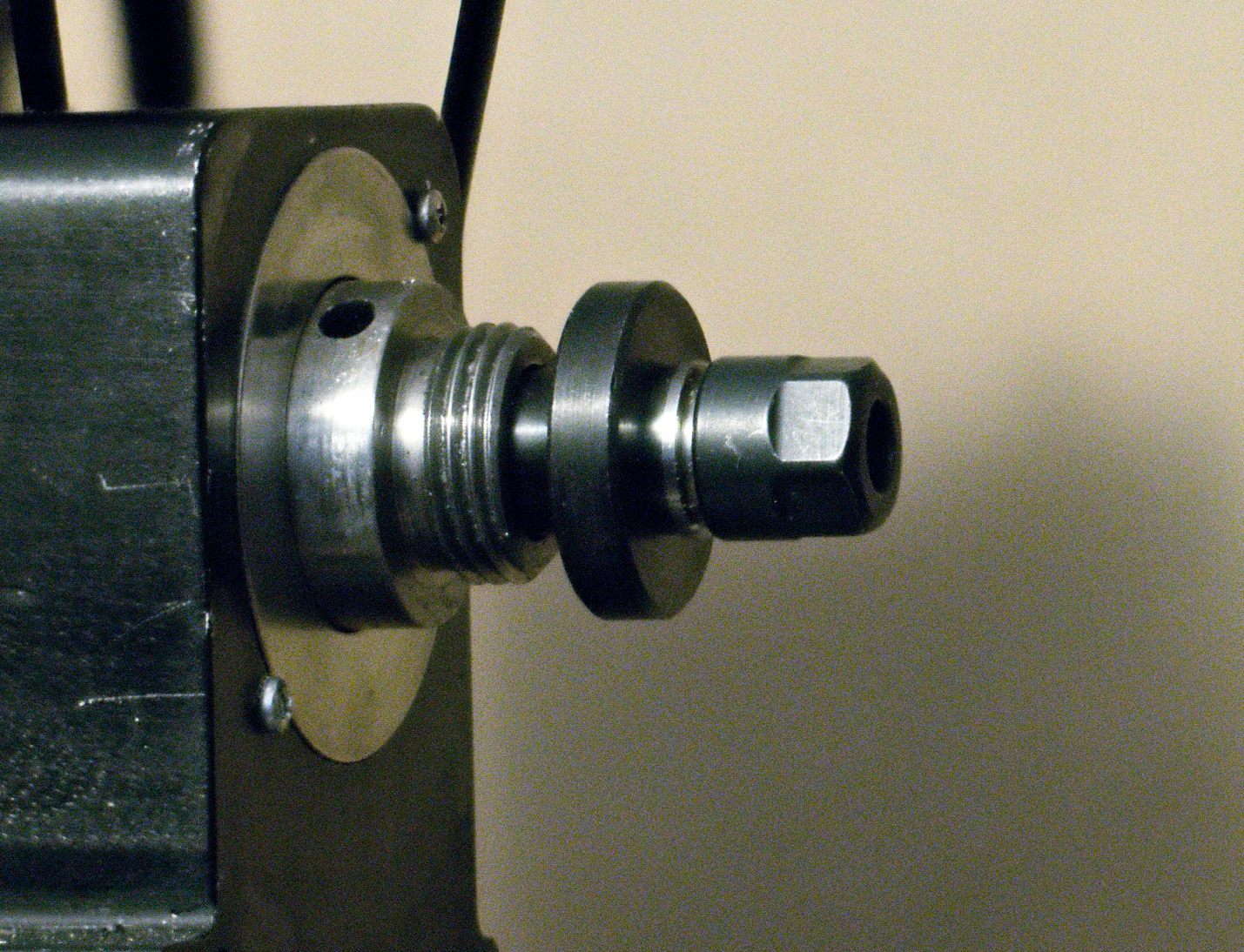
Figure 4: WW
collet-based ER8 holder mounted on a Sherline lathe
Figure
5 shows one of the WW collet-based ER11 holders mounted on a Sherline lathe.
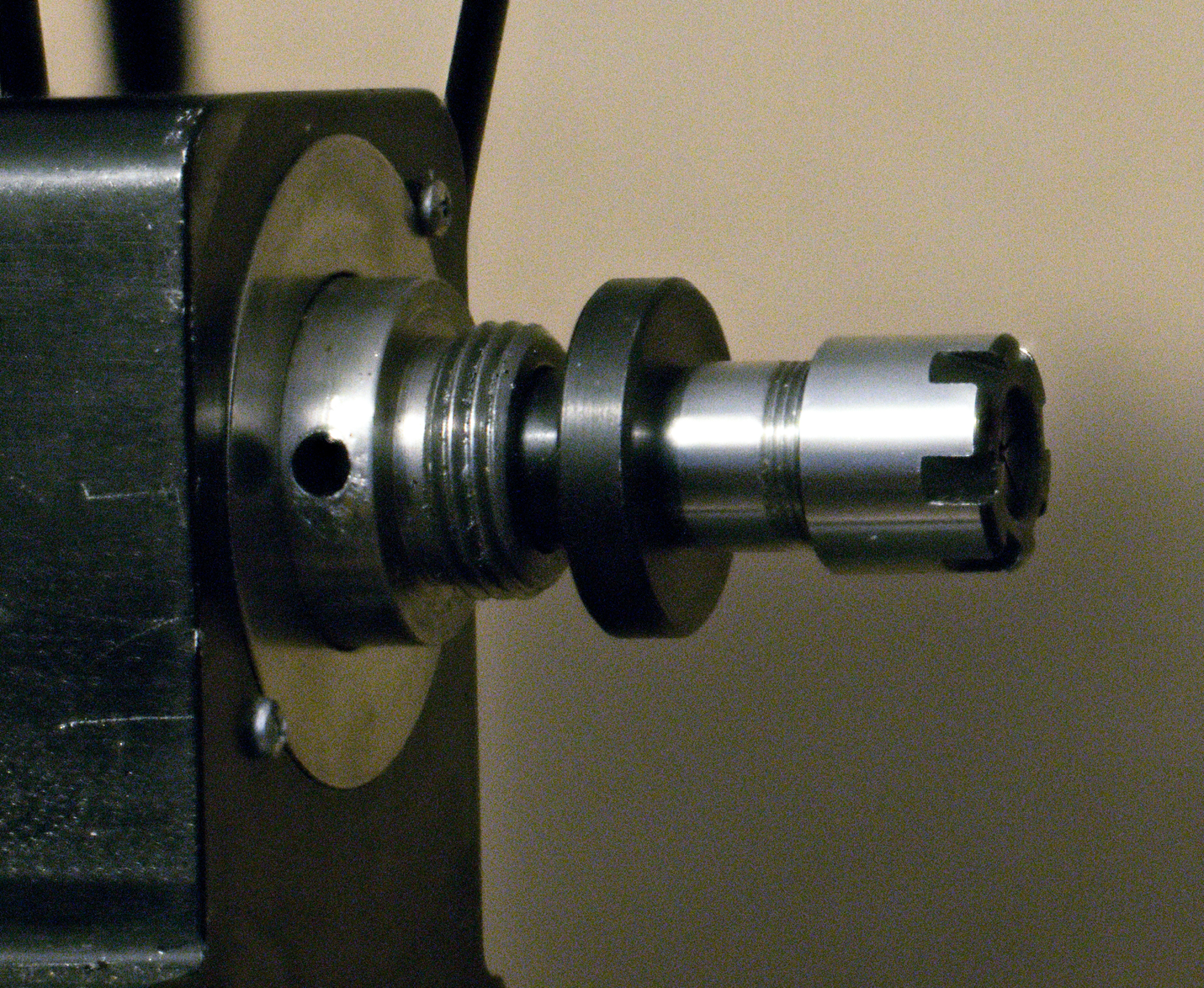
Figure 5: WW
collet-based ER11 holder mounted on a Sherline lathe
I
was able to find an ER16 holder with the same
thread as the headstock spindle on the Sherline lathe
( 3/4-16) see figure 6

Figure 6: ER16 holder with a 3/4-16 thread
Figure
7 shows the ER16 holder on the lathe.
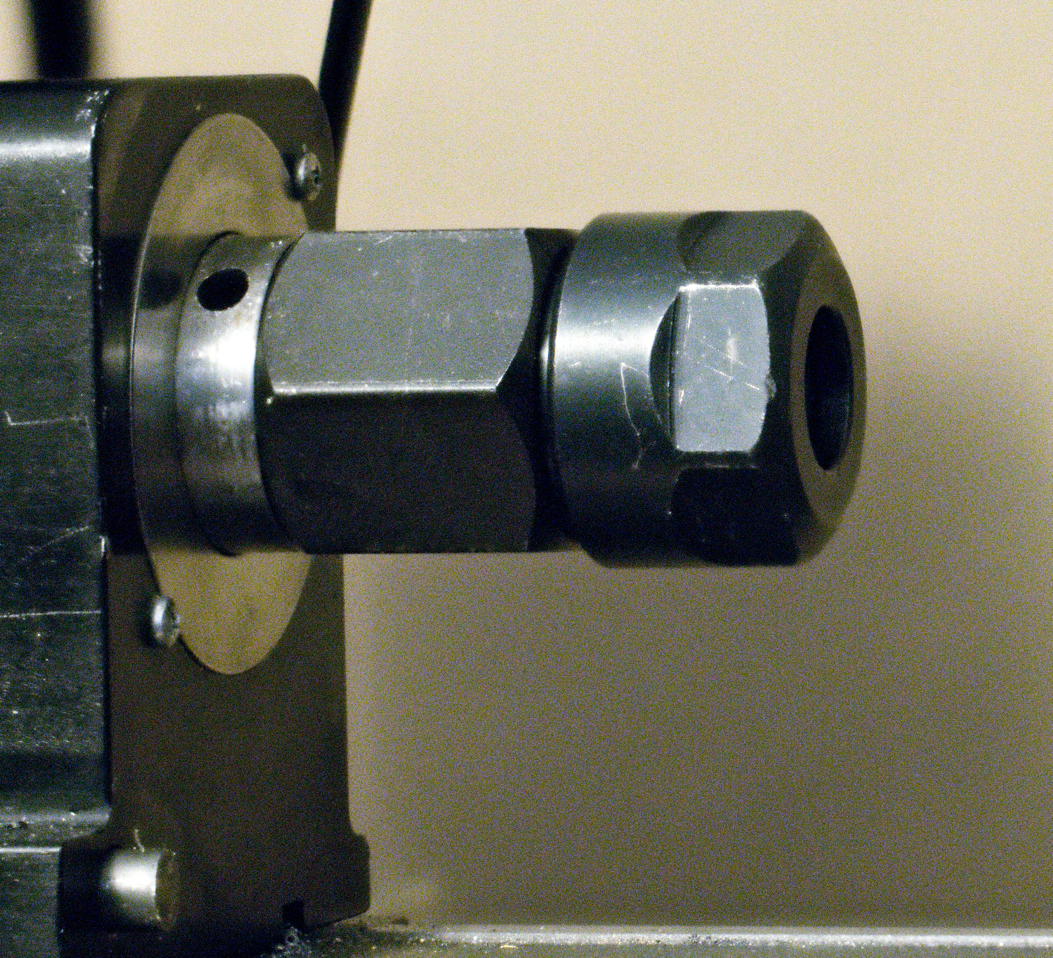
Figure 7: ER16
holder mounted on a Sherline lathe.
It
took some work to get the larger ER holders to work on the lathe. I was able to find a ER20 holder and a ER25
holder that were designed to be attached to a rotary table. Figure 8 from the Amazon web site shows the
ER20 model, the ER25 model looks about the same.

Figure 8: ER20
holder
The
ER20 and ER25 collet holders have a small ring on the bottom that is used to
align them with the rotary table. This
is shown in figure 9, also from the Amazon web site.

Figure 9: back of
ER20 holder
I
used that ring to align the ER20 and ER25 collets on faceplates that had a ¾-16
tread on them so they could be screwed onto the lathe spindle. Figure 10 is a picture from the Amazon
website that shows a faceplate as it comes from Amazon.

Figure 10: 3-inch
steel faceplate
I
got 3 faceplates, one each for the ER20, ER25 and ER32 collet holders. Figure
11 shows the back of the faceplates.

Figure 11: back of
3-inch steel faceplate
The
first thing I needed to do was to cut the hub down to the top of the threads so
that it would engage the threads on the Sherline
lathe spindle. I did this on the Sherline lathe by
screwing the plate onto the spindle with the flat side towards the lathe. Then
I just cut down the excess material. See
figure 12
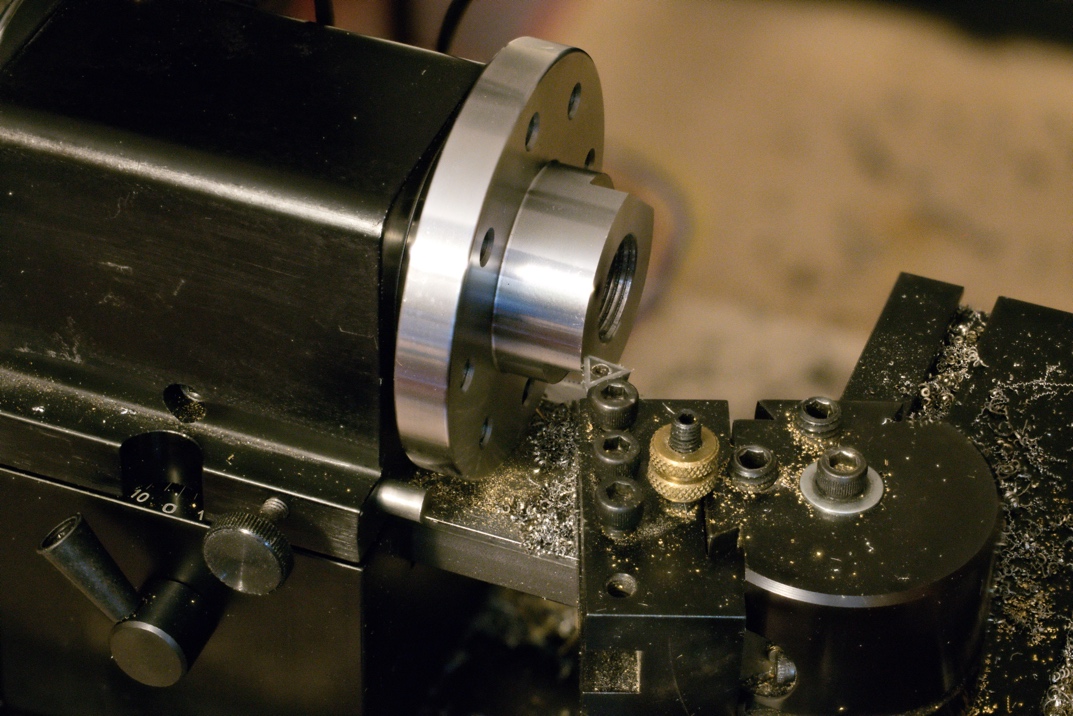
Figure 12:
machining a faceplate hub
I
needed to make a hole the diameter of the ring on the collet holders for the
ER20 and ER25 collet holders. To do that I first had to fill the hole that was
there. I did this by screwing a ¾-16
bolt into the hole after mounting the plate on the lathe. I put a 1/16 thick washer in the hole first
so that there would be a gap between the bolt and the lathe spindle. I also covered the bolt with permanent thread
lock before screwing it into the plate. Figure 13 shows the bolt in the plate.
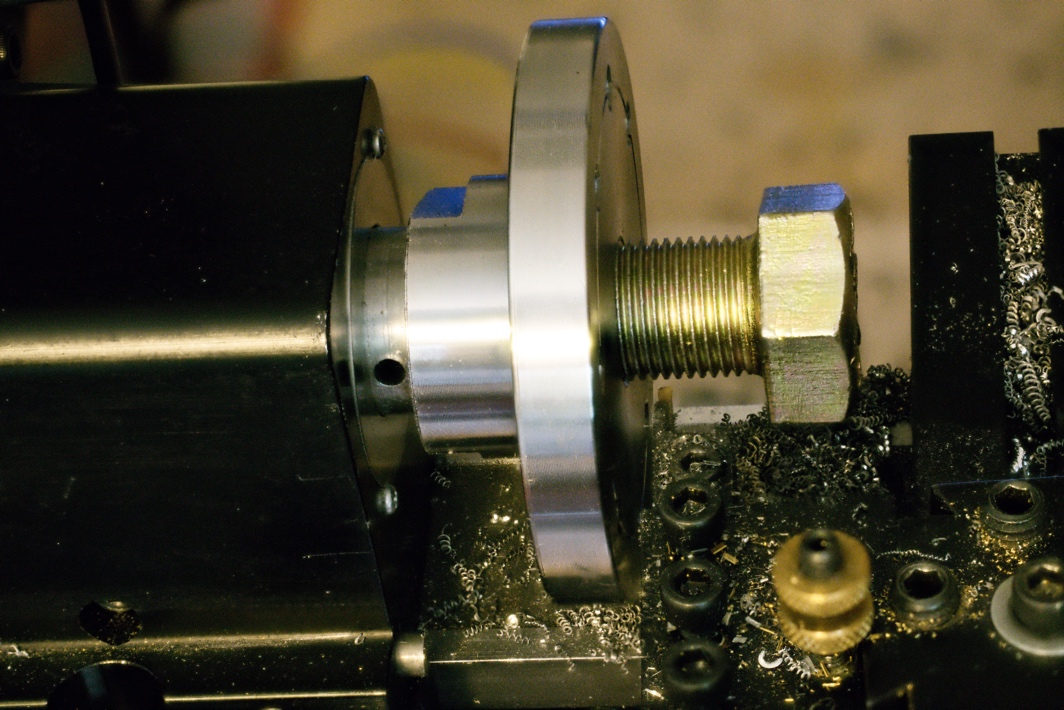
Figure 13: 3/4-16
bolt in faceplate
I
then cut off the bolt head. See figure
14
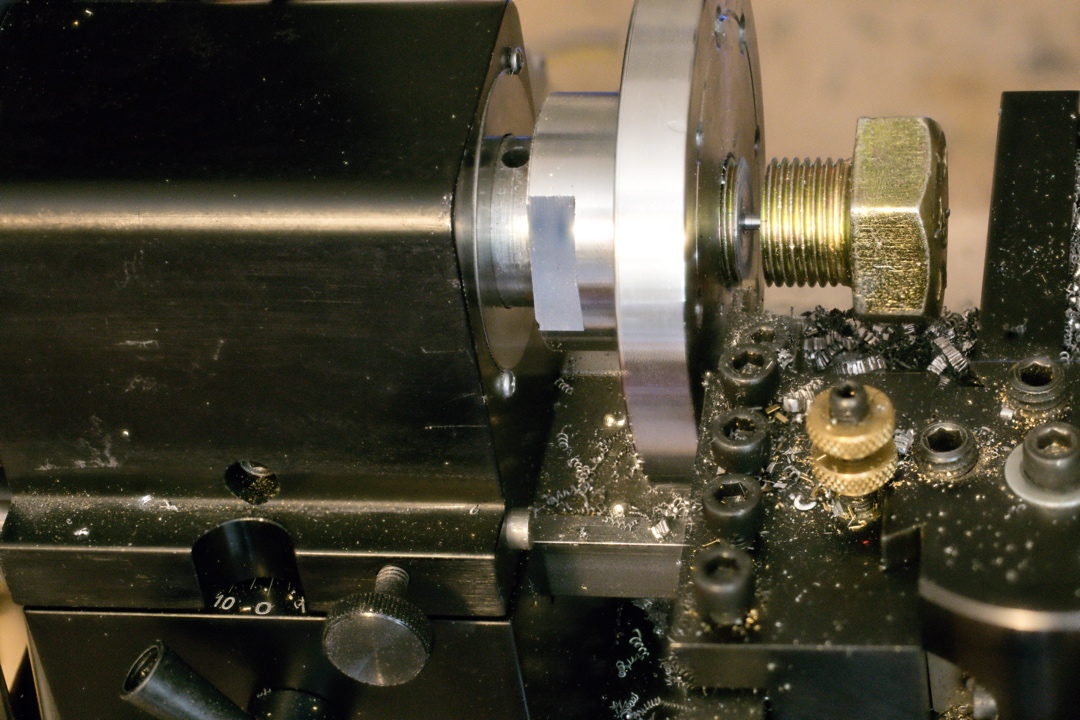
Figure 14: bolt
head almost cut off
I
then cut the remaining bolt to match the plate and made a hole in the bolt the
diameter of the flange on the collets. See figure 15.
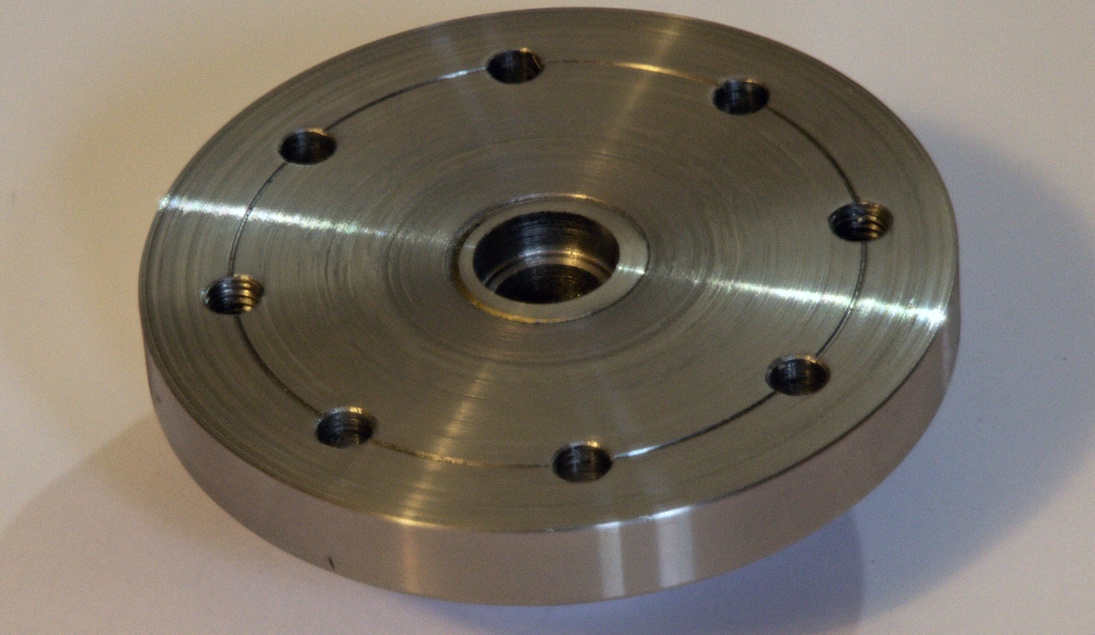
Figure 15:
finished faceplate
As
can be seen in figure 125, the plate has a ring of holes. The holes are the right size for a M6
tap. In the case of the ER25 collet
holder, two of the holes lined up perfectly with holes in the holder. I just had to tap those holes with a M6 tap
and use two short M6 bolts to hold the collet holder to the plate. Figure 16 shows the ER25 holder bolted to the
plate and mounted on the lathe.
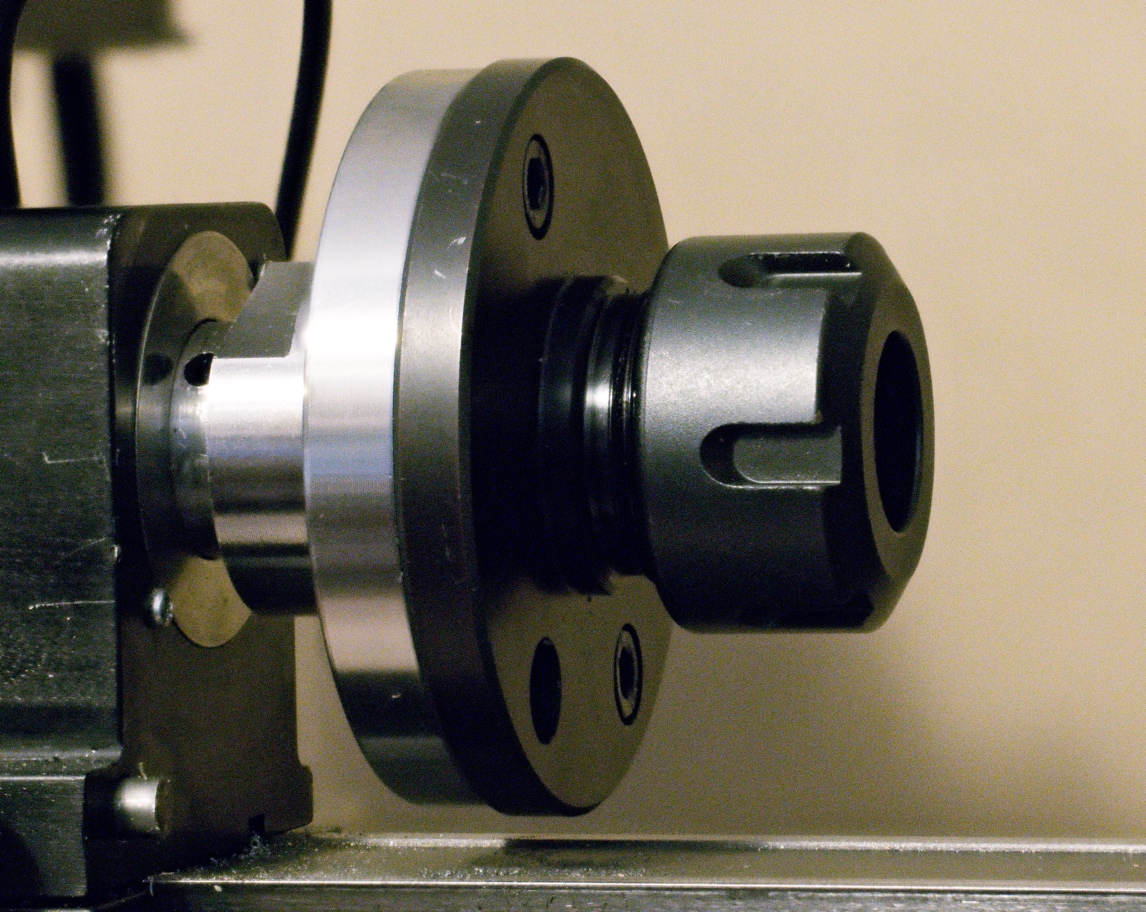
Figure 16: ER25
holder attached to machined faceplate & mounted on lathe
The
holes did not line up for the ER20 so I had to drill three new holes in the
plate that lined up with the mounting holes in the ER20 collet holder and tap
them for M6. See figure 17.
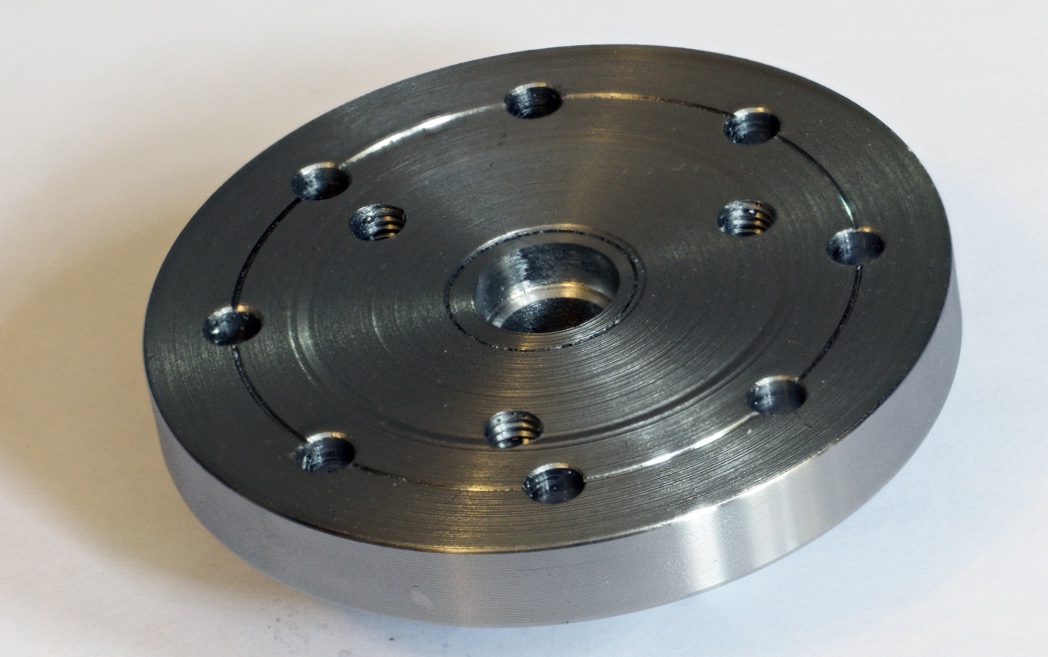
Figure 17:
faceplate for ER20 holder with mounting holes
Figure
18 shows the M20 holder bolted to its plate and mounted on the lathe.
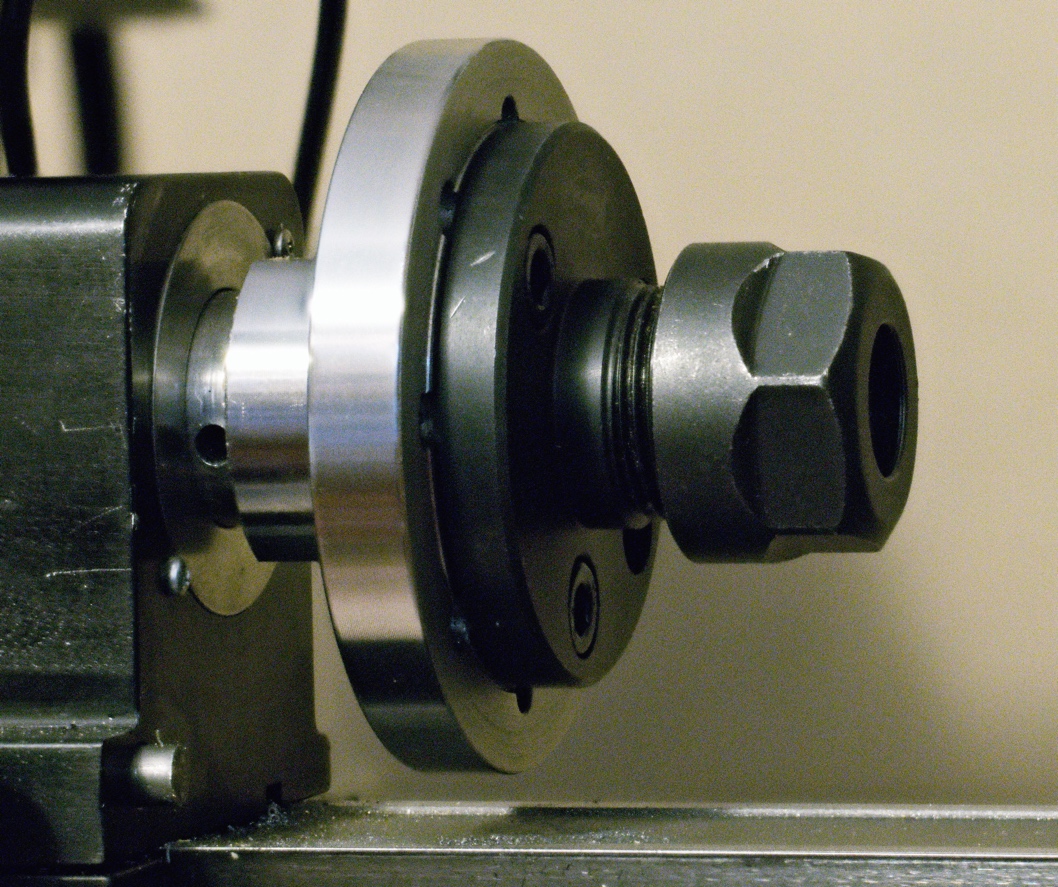
Figure 18: ER20 holder
bolted to faceplate & mounted on lathe
The ER32 collet holder is constructed
differently. It does not have the ring
shown in figure 9, instead it has a ridge around the outside. See figure 19.
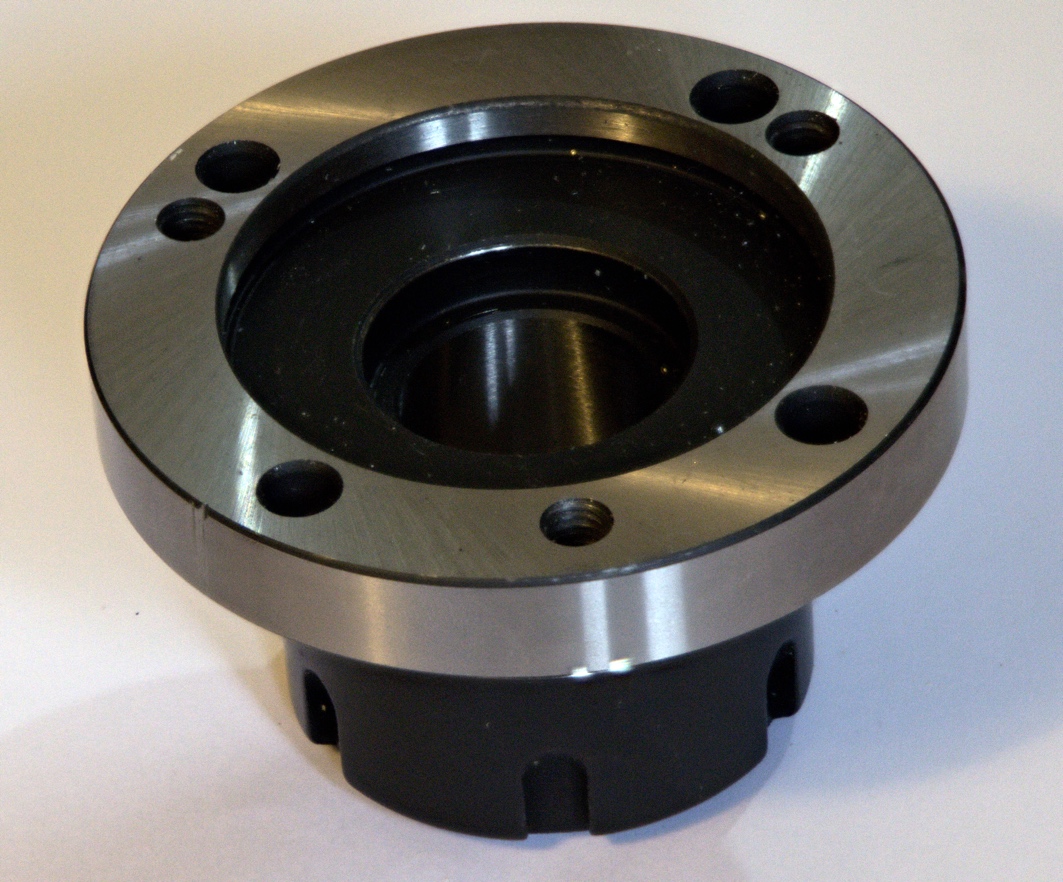
Figure 19: bottom
of ER32 holder
I
turned the plate for the ER32 collet holder to have a profile that fit in its
base. See figure 20 to see the profile being cut.
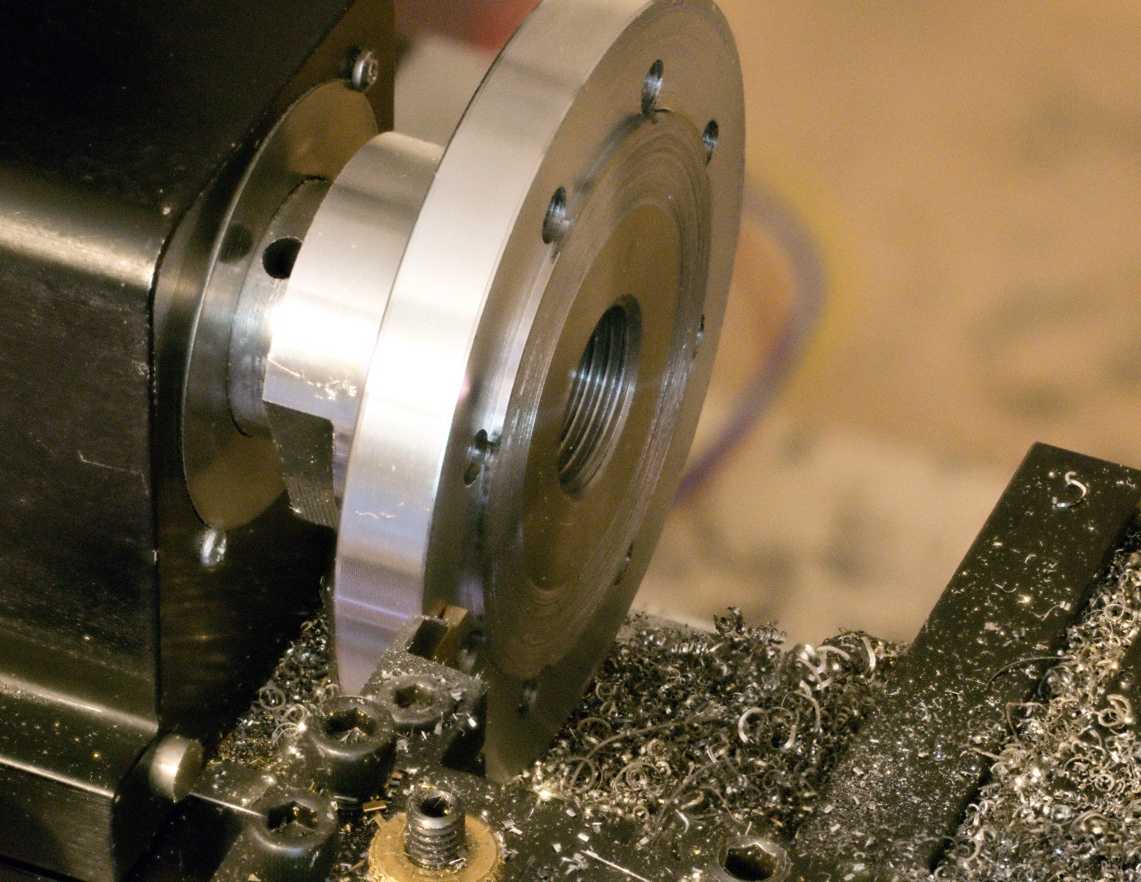
Figure 20
faceplate for an ER32 holder
I
then drilled and countersunk three holes in the back of the plate to match the
three M6 tapped holes in the ER32 collet holder. I did not do a good job so I’m not going to
show you the result, but figure 21 shows the ER32 collet holder bolted to its
plate and mounted on the lathe.
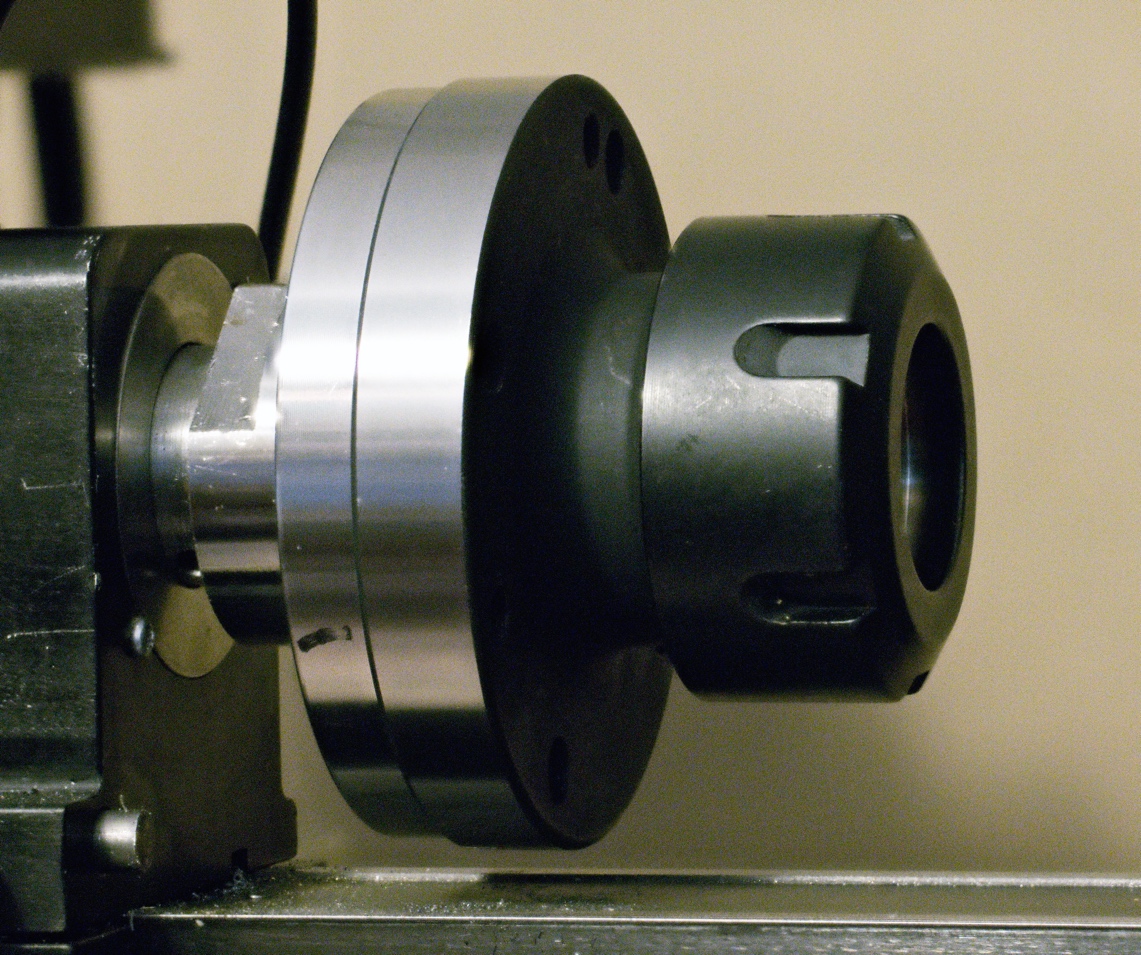
Figure 21: ER32
holder bolted to a faceplate & mounted on lathe
There
is another option for ER11, ER16 and ER20 collets. You can get those collet holders with MT1
tapers, the taper that is used in the Sherline
headstock spindle. See figure 22.

Figure 22: MT-1 based ER collet holders
To
use these collet holders on a Sherline lathe (or
mill) you need to get a long M6 bolt and make a retainer stop (the small brass
piece at the left of figure 22). The
disadvantage of these holders is that they have no through hole so can only
deal with short material. To me, these
holders are better suited to for holding tools in a Sherline
mill than for use on a lathe.
I
ran some tests to check the runout for the collet holders. Figure 23 shows the test setup I used.
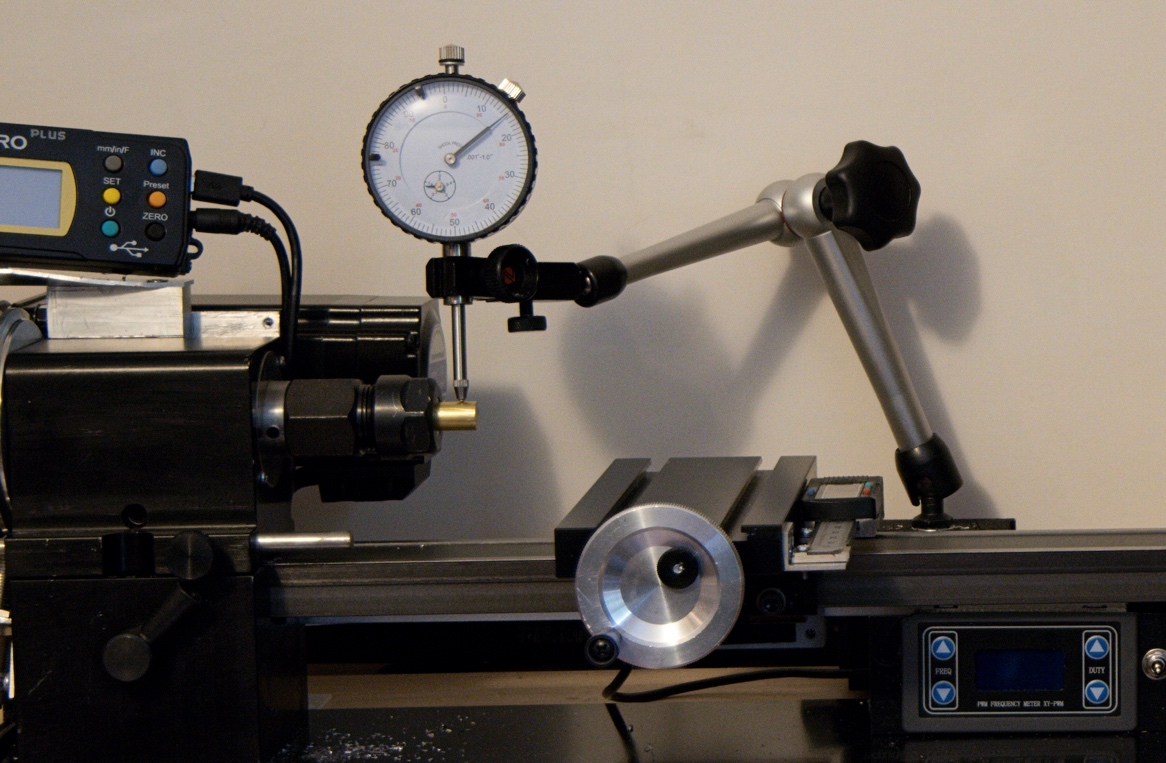
Figure 23: runout
testing setup
The
following table shows the results of the runout tests
|
Sherline lathe Spindle |
± 0 |
|
Sherline ww collet
holder ER8 collet – 3/16” stock |
± 0.0035 |
|
Sherline ww collet
holder ER11 collet – 1/4” stock |
± 0.00425 |
|
ER16
collet holder – 3/8” stock |
± 0.0005 |
|
ER20
collet holder – 1/2” stock |
± 0.0025 |
|
ER25
collet holder – 5/8” stock |
± 0.0025 |
|
ER32
collet holder – 3/4” stock |
± 0.00225 |
|
ER11
collet holder – MT1 – 1/4” stock |
± 0.0045 |
|
ER16
collet holder – MT1 – 3/8” stock |
± 0.0015 |
|
ER20
collet holder – MT1 – 1/2” stock |
± 0.002 |
|
Sherline 3-jaw chuck –
1/2” stock |
± 0.002 |
|
Sherline self-centering 4-jaw
chuck – 1/2” stock |
± 0.008 |
For
those of you who have not used ER collets before, a word of warning. The collet needs to be set in the holder nut
before putting it into the holder body.
As shown in figure 24, you put the collet in the nut at an angle then
flatten it out until it clicks. You do
the reverse to get it out, tilt the collet until it gets free of the nut on one
side then rock it free.
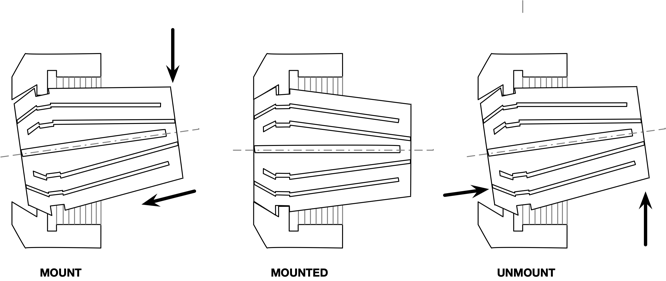
Figure 24 –
Mounting and unmounting an ER collet
If
properly done, the top of the collet will be even with the top of the nut or
even a bit above the nut as shown in figure 25.
If you put the collet in the holder first then try to tighten down the
nut, the top of the collet will wind up below the top of the nut and it will
not be grabbing the stock correctly.

Figure 25 – properly
seated collet
Parts
list
Sherline WW collet holder
and collets
WW collet-based
ER8 collet holder
WW collet-based
ER11 collet holder
ER20 Holder for a Rotary Table
ER25 Holder for a Rotary Table
3 inch Steel Faceplate
with a ¾-16 Spindle Thread
Copyright
Ó 2024 Scott
Bradner
2024-09-05