Belaying
Pins
I
decided to try to make the belaying pins for my model. I chose a method based on the one that Edward
Tosti describes on pages 34 to 41 of volume 2 of his
3-volume set of books on modeling the Young America.
Tosti ‘s method involves turning small brass
rods in a hardened steel form then blackening the result.
Belaying
pin size
I
chose to use 1.2mm brass rod. That
results in a belaying pin that is not actually to scale since 1.2 mm is 0.047
inches which is 4.54 inches at 1:96 scale.
Belaying pins should be closer to 2 inches in diameter than 4.5. 9 See this belaying pin
from about 1929
which is about 2” in diameter and 17 inches long. But since I had already
drilled holes in the in pin and fife rails based on some purchased belaying pins I was originally going to use I was stuck with the
larger size. True sized model belaying
pins would be made from 0.020 brass wire, which is even smaller than the 1/32
wire that Tosti used.
The Tosti method will work with just about any
sized wire as long as you make the filing guides to accommodate the size rod
you select.
Filing
Guides
I
used two filing guides. The first is for
the pin’s handle and the second is for the pin’s shaft. Tosti used one combined guide but I thought that two would
be easier. The filing guides I used can be seen in figures 5 and 6.
I
made the filing guides from 1/4” high carbon steel rods. Both guides were made
in the same way. First, I cut off a
small piece of rod, about an inch long, then using the lathe and a center drill
as a starter I drilled a 1.3 mm hole in the center of the rod (slightly larger
than the rod I am using). For the handle
guide, the hole was about 0.093” deep which covered the handle and a bit
more. For the shaft guide, the hole was
0.3” deep but could have been deeper without any issue. This filing guide
covers more than the full length of the belaying pin, providing enough extra
for the wire cutters to cut off the belaying pin when it’s done. Note that the belaying pin shape does not
need to be all that perfect because 1) most of them will be covered up by
coiled rope and 2) those that are not covered will be just little details in a
model that the viewer cannot get all that close to.
I
then took the pieces to the mill. For
the handle guide I cut a flat in the rod that extended down to just above the
hole – I left about 0.010 gap. I then
filed the steel down to intersect the hole where the narrow part of the handle
is. This left a narrow ridge where the
handle flange is. See figure 1. For
the shaft guide, I milled down to slightly below the top of the hole, to a
level that defined the diameter of the shaft. The location of the cut was such
that the edge was just below the handle flange. See figure 2.
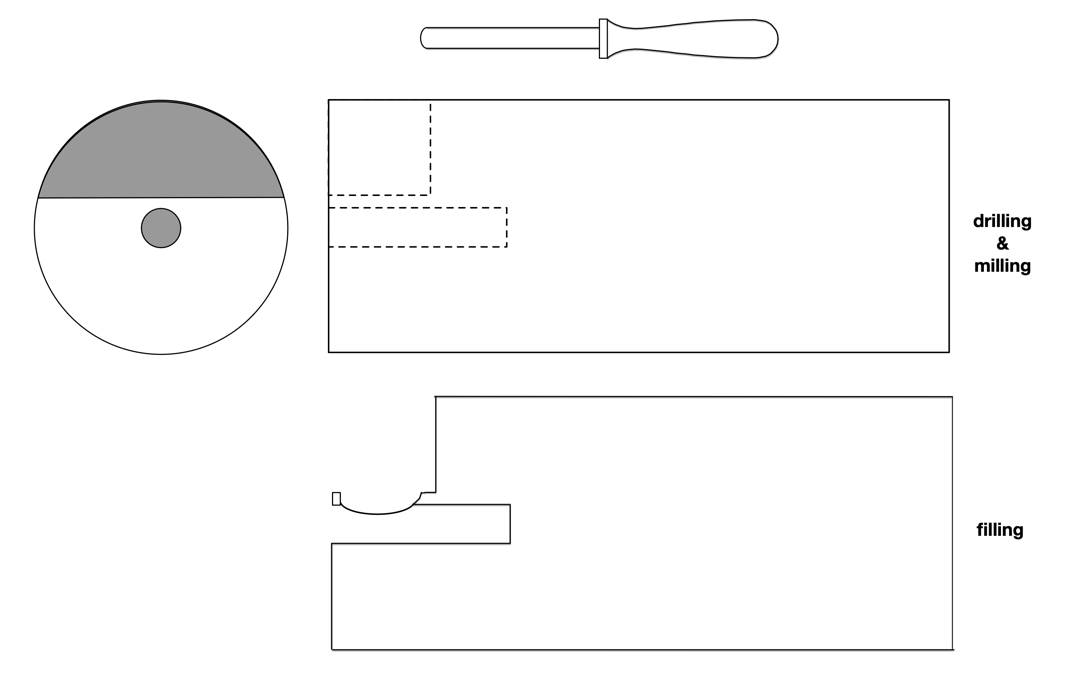
Figure 1: Handle
filing guide
A
representative belaying pin from the mid 1800s is shown at the top of figure 1.
The two blocks shown in figure 1 represent cross sections of the high carbon
steel rod I used to make the filing guides.
The top block shows, in dashed lines, the hole I drilled into the center
of the rod and the part of the rod I cut off using the milling machine. The bottom block is a cross section showing where
I filed the guide to provide a channel to file the narrow part of the handle.
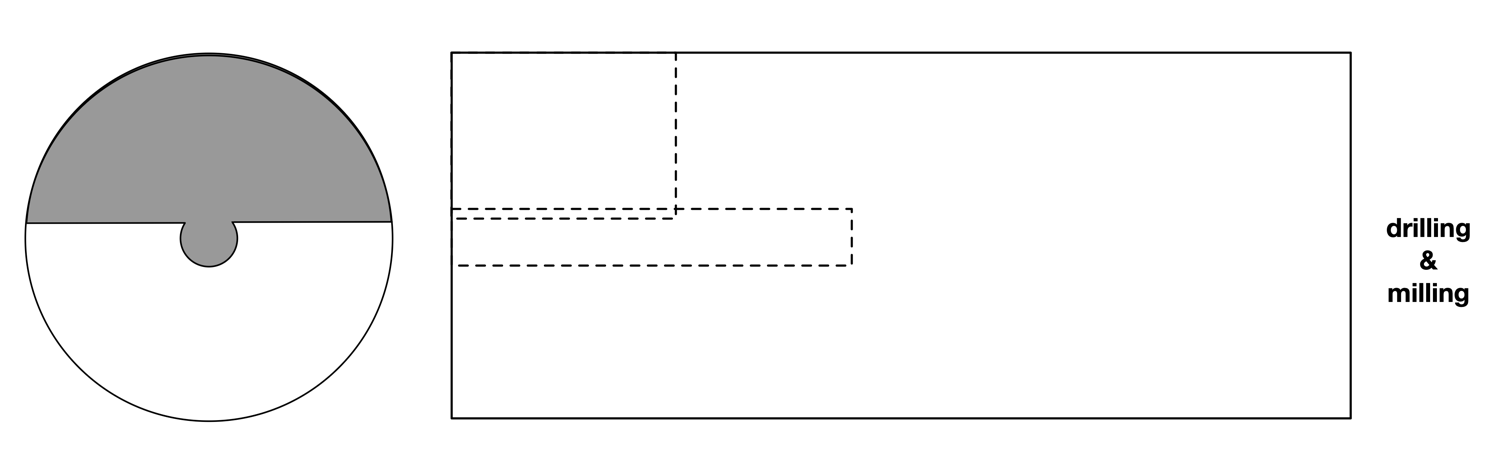
Figure 2: Shaft
filing guide
Figure
2 shows the hole and milling needed for the shaft filing guide. There was no filing needed for the guide,
just drilling and then milling.
I
did not include dimensions on figures 1 and 2 because you will need to decide
the dimensions for your guides based on the size rod you are using and the size
of the belaying pin you will be making.
I
then hardened the guides. (See separate article.) The hardening
was to make the guides resistant to the files used to shape the belaying pins.
The
hardened steel is resistant to the action of filing the brass rod but not
immune. I found that a filing guide
lasts between 100 and 150 pin ends so to make the required 270 pins I needed to
make two sets of filing guides.
Making
the Belaying Pins
I
cut 1.2mm brass rods into pieces between 1” and 1 1/4” long using wire
cutters. Each piece will make two belaying
pins. I then squared off the ends of the pieces using a small disk sander. I used a jig I made up from some scrap
wood. The slots at the top were the
width of the brass rod and made sure that the rod was square to the face of the
sander. It only took a few seconds to
sand each end of each rod. See figure 3.

Figure 3: Squaring
off jig
The
result is a pile of rods with squared off ends. See figure 4.

Figure 4: Rods
with squared off ends.
I
then treated the ends of the rods by mounting each rod in a Jacobs chuck on a lathe
and rounding off the end with a file. I found that hand tightening the chuck
was sufficient so the process went quickly, less than 20 seconds per end. See figure 4.
Figure 4 also shows the file that I used to round off the ends of the
rods. The file has a very fine cut so
that the rounded end is very smooth.
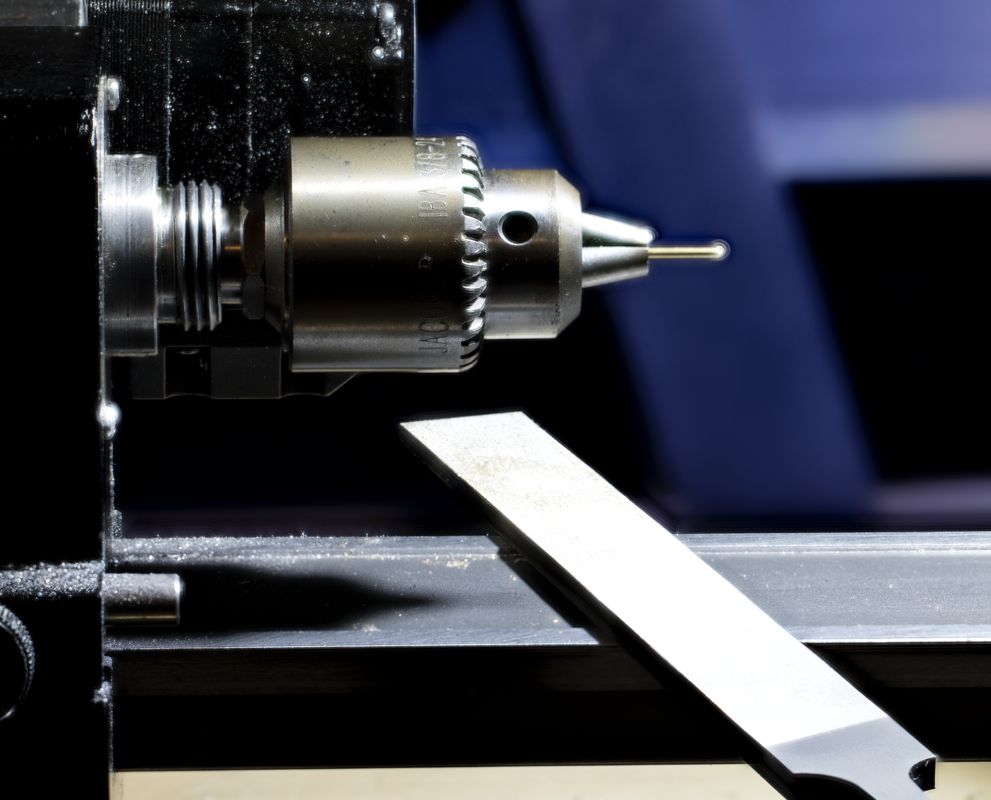
Figure 4: Rounding
the ends
This
resulted in a pile of rods with rounded ends.
See figure 5.

Figure 5: Rods
with rounded ends
I
then formed the handle of the belaying pins using the handle filing guide. See figure 6 which shows the guide held in
the Jacobs chuck to the right, a rod that has been shaped held in the Jacobs
chuck on the left and the needle file use to shape the handle by filing in the
slot in the guide. The left Jacobs chuck
is on the lathe spindle and the right Jacobs chuck is on the lathe
tailstock. Note that I mounted the
tailstock to the left of the crosslide and that the
guide is held at an angle to make filing easier. The process was to mount the
rod in the left-hand Jacobs chuck and hand tighten the chuck. Then to slide the guide over the rod by
sliding the tailstock. Then locking the
tailstock in position, starting the lathe and commencing filing. I turned off
the lathe when the filing was done, unlocked the tailstock and slid it out of
the way so I could release the rod.
Repeat a lot of times with each filing taking less than a minute.

Figure 6: Shaping
the handles
Figure
7 is a closeup of making the handle.
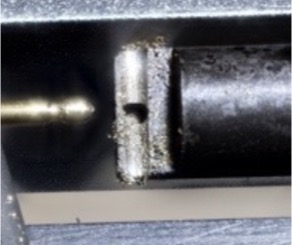
Figure 7: close up
from figure 6
The
result is a pile of rods with handles on each end. See figure 8.

Figure 8: Rods
with handles
I
then formed the shaft using the shaft filing guide. Figure 9 shows the shaft filing guide mounted
in the Jacobs chuck on the right, a rod with a formed belaying pin mounted in
the Jacobs chuck on the left and the file I used to shape the shaft.
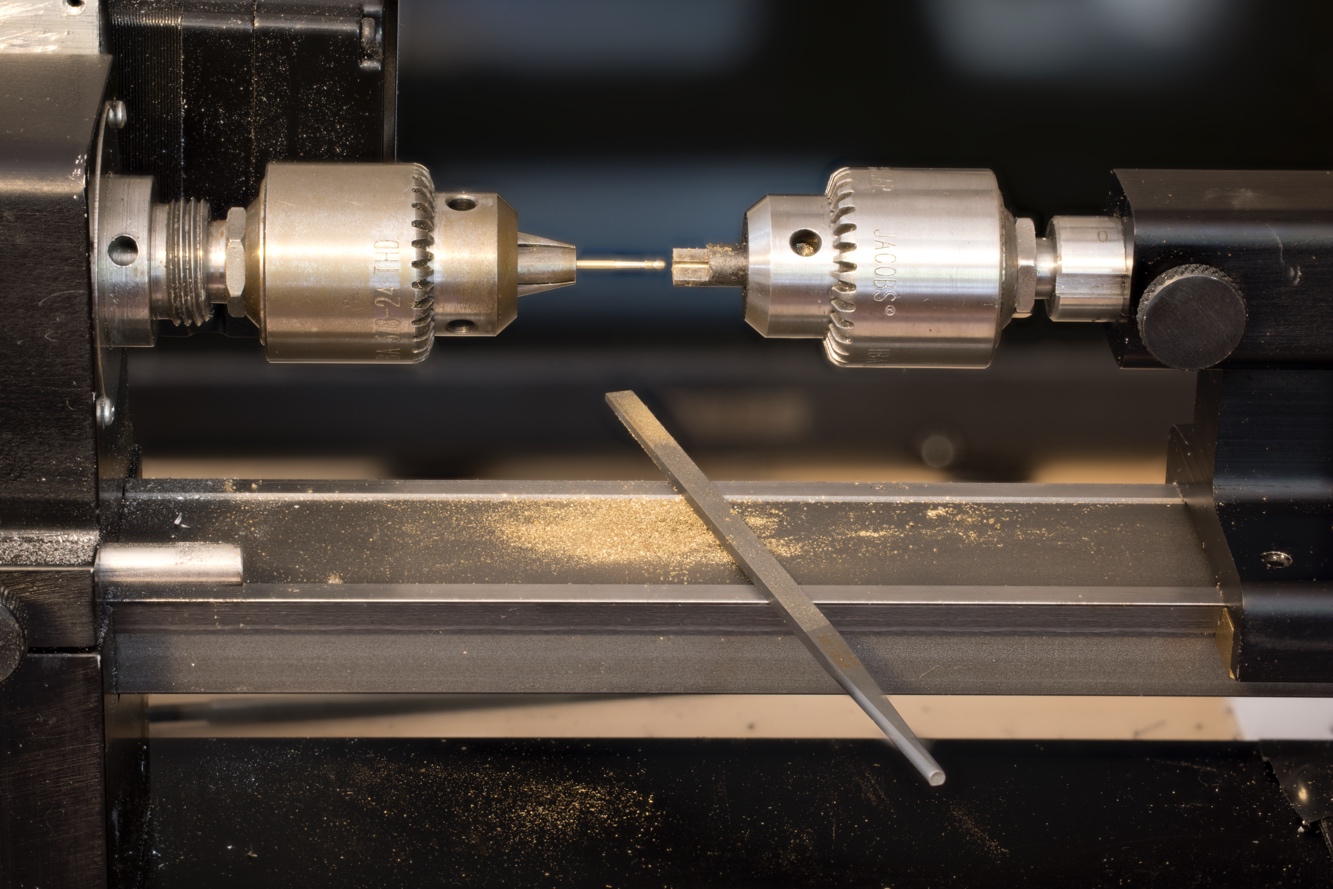
Figure 9: Shaping
the shaft
Figure
8 shows the shaft filing guide in the right Jacobs chuck, a piece of 1.2 mm rod
with a shaped handle and shaft in the left Jacobs chuck and the file I used to
shape the shaft below them. It is hard to see in the photo, but the file does
not have any teeth on the edges, this means it makes a sharper shoulder on the
belaying pin. Figure 10 is a close up of
the guide and the shaped rod. Filing each shaft took about a minute.
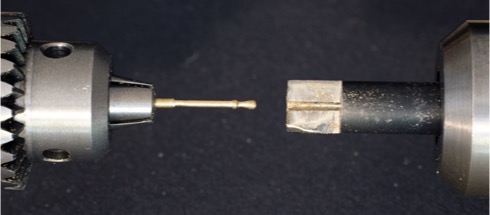
Figure 10: close
up from figure 8 of filed pin and shaft filing guide.
The
result is a pile of rods with belaying pins on each end. See figure 11.

Figure 11: Rods
with pins on each end
I
cut the belaying pins from the rods with a wire cutter. That produced a pile of pins. See figure 12.

Figure 12:
Belaying pins before blackening
I
then blackened the pins. (See separate article.) See figure 13.

Figure 13:
Belaying pins after blackening
Figure
14 is a close up of one belaying pin.

Figure 14: Close
up of a belaying pin
I
then installed the pins into the pin rails of the model. See figure 15.
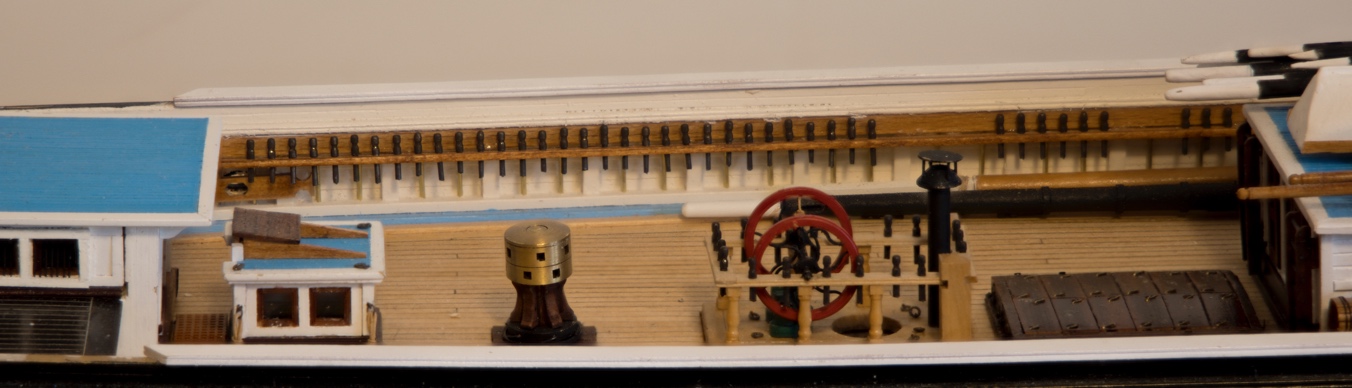
Figure 15: Belying
pins installed in my model
There
is an alternative to making your own belaying pins. You can buy pins from
multiple fittings vendors. One example
is Bluejacket. They sell brass belaying
pins that are scaled for 1:96 models.
But the Bluejacket pins are rather pudgy as can be seen in figure 16.

Figure 16:
Bluejacket belaying pin (left) and my belaying pin.
At
scale, the Bluejacket pin is 5 ¾” in diameter at 1:96 scale – far too big for a
real person to handle. My pins are also
too big at 4 ½” scale diameter but, as I noted at the start of this article, I
had already drilled the holes for the belaying pins so had to make my pins
larger than they should be. That said,
considering that people will be viewing your model from at least a few feet
away, Bluejacket pins could look just fine.
Parts
list
Brass rod: (many sources)
note that you want rod, not wire,
because wire is too soft and not straight enough
High carbon steel rod: McMaster-Carr
Quenching oil: Brownwlls Tough-Quench
also available from some gun shops
Copyright
Ó Scott Bradner
2024
2024-10-02